轮胎喷涂设备操作规程
目 录
轮胎喷涂设备操作规程... 1
一、开机检查... 1
二、开机、预热... 2
三、试胶... 3
四、轮胎平衡调整... 4
五、手动喷胶... 4
六、自动喷涂... 5
七、停机... 6
轮胎喷涂前打磨清洗操作... 7
一、轮胎打磨设备开机准备... 7
二、打磨操作... 8
三、轮胎清洗... 9
一、开机检查
1、检查电源线连接良好,电源开关处于关闭状态;
2、检查压空管道已连接,空压机已通电,管道阀门处于打开状态;
3、控制柜电源钥匙处于关闭状态。设备各部分名称如图:

二、开机、预热
1、打开总供电电源;
2、旋转控制柜电源钥匙,打开设备电源,控制柜显示屏启动后显示画面如下:

3、点击“快选窗口”按钮,在弹出的选项中点击“温度画面”按钮进入温度设定画面
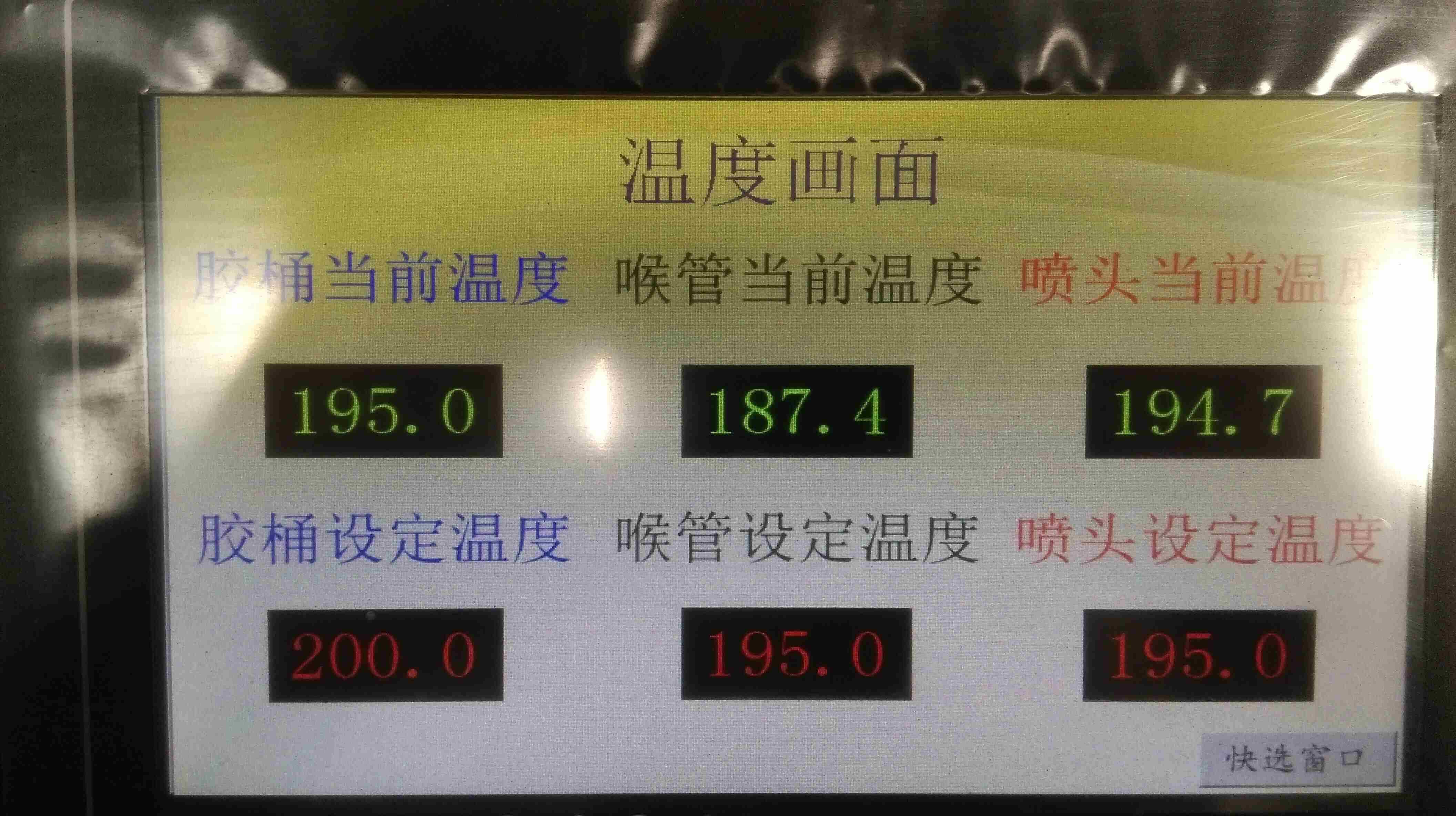
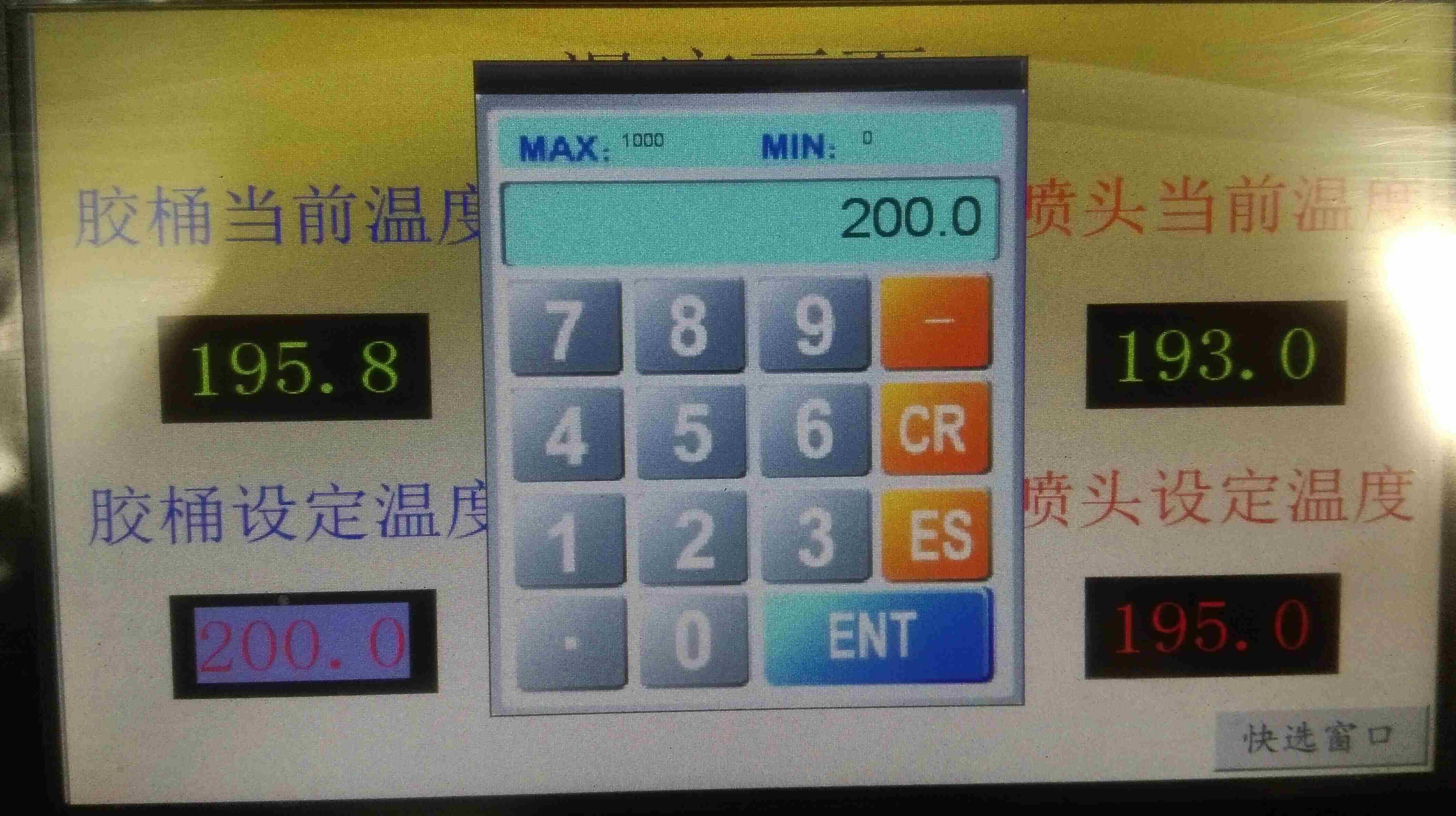
4、点击红色数字框,在弹出的数字键盘上输入给定数值,点击“ENT”按钮完成输入,按此操作依次完成“胶桶设定温度”、“喉管设定温度”和“喷头设定温度”的设定。
5、温度设定的具体数据依据所用胶物理性质确定,一般情况下“胶桶设定温度”比“喉管设定温度”和“喷头设定温度”要高5℃。注意最高设定温度不能接近所用粘胶的改性温度(一般控制在220℃以内)。
6、 打开胶桶盖板,将干净胶块填入胶桶,盖好桶盖使胶预热并完全融化,预热时间在80分钟左右,中间需要打开桶盖观察胶融化情况,必要时可以用干净不锈钢棒搅拌,正常生产时桶内胶容量要保持在60%以上。注意:投入胶块必须干净无其他渣质以免堵塞喷头。
7、打开控制柜,检查控制柜内压控压力表,设定压力0.4mpa。
三、试胶
1、打开胶桶盖板,检查胶块已经完全融化(完全融化后的胶液表面会有大量气泡);
2、 点击“快选窗口”按钮,在弹出的选项中点击“按钮画面”,进入按钮画面
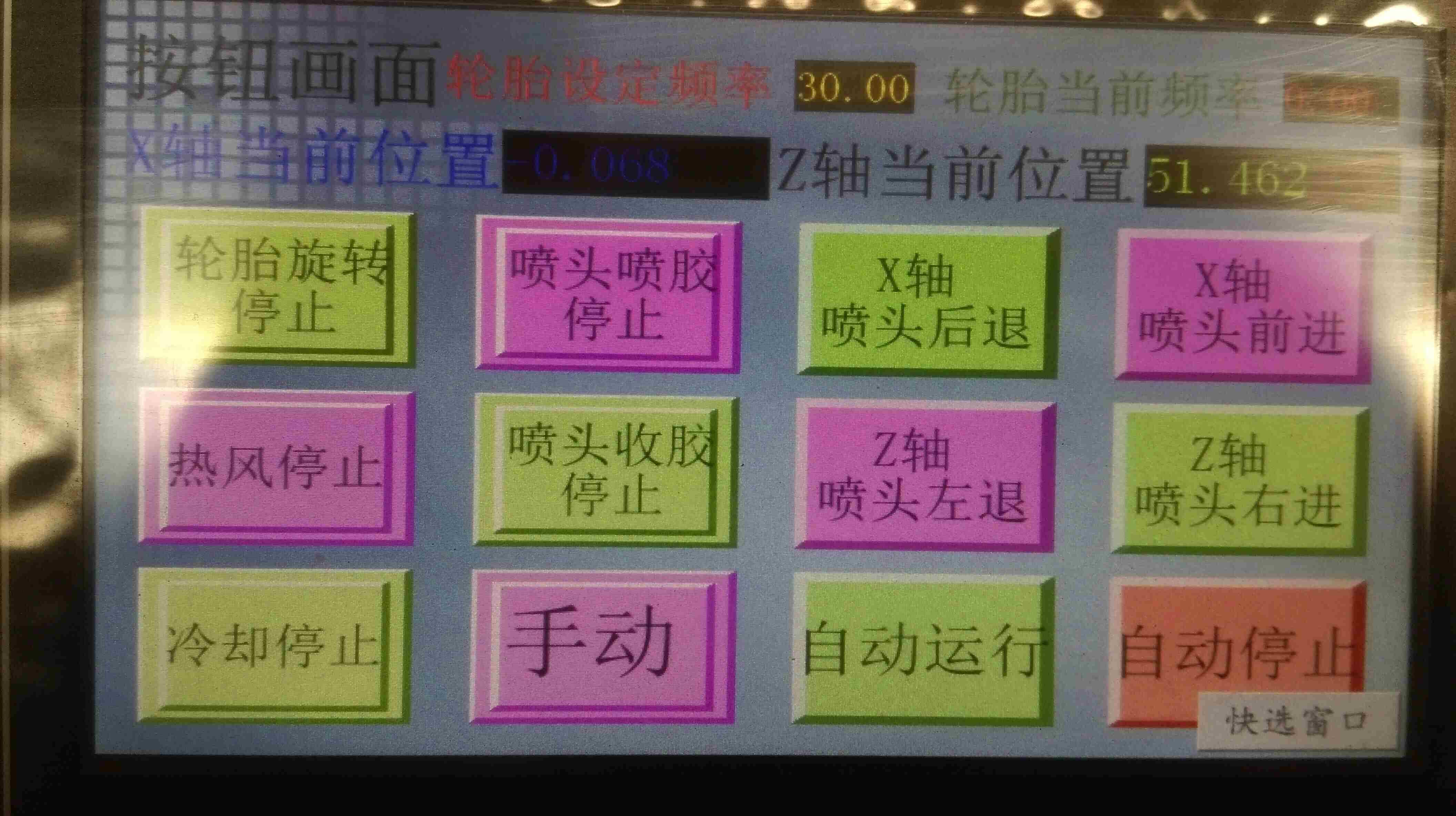
3、点住“Z轴喷头右进”按钮,将喷头右移至适当位置后松开按钮,在喷头下方放置容器并确保喷头喷出的胶全部流入容器;点击“喷头喷胶停止”按钮,观察喷头喷胶情况,再次点击“喷头喷胶停止”按钮,停止喷胶,将滴胶收纳盒挂在喷头上。
4、要求喷头两侧喷出胶液均匀有力,如果喷出胶液不均匀则需清理喷头:将喷头正前方螺丝拆出,用干净的布将螺丝擦干净后重新装上。如果胶液喷射无力则需调高胶液温度。
5、重复第3条和第4条操作直到喷头喷出胶液均匀有力。
四、轮胎平衡调整
1、点击“轮胎设定频率”输入框,输入设定数字来给定轮胎转速,给定转速要随轮胎的直径增加而增加(如丰田卡罗拉195/65R15车胎初始转速参数一般给定范围在20-35之间);
2、将打磨好的轮胎竖直放在设备的驱动轮上,点击“轮胎旋转停止”按钮,启动旋转电机轮胎开始随驱动轮转动,观察轮胎移动方向,如果轮胎是向远离“辅动轮”方向移动,则说明轮胎放反了;再次点击“轮胎选装停止”按钮,待设备停稳后,将轮胎径向旋转180度;
3、再次点击“轮胎旋转停止”按钮,启动旋转电机,观察轮胎转动情况,并依据轮胎震动情况调整旋转速度,轮胎震动严重的情况下需要适量增加旋转速度,点击“轮胎设定频率”输入框,增大设定数字来增加轮胎转速每次调整量为2-3个点,必要时需在待喷涂轮胎右侧加装辅助轮胎来降低震动,记录下此事轮胎的转速数据,如图:

五、手动喷胶
1、轮胎转动稳定后,开始进行喷涂,首先对“Z轴当前位置”数据和“X轴当前位置”数据进行清零,具体操作参考自动喷胶操作;
2、点住“Z轴喷头右进”按钮将喷头调整到轮胎宽度的中心位置,记下“Z轴当前位置”数据;点住“X轴喷头前进”按钮,将喷头调整到距离轮胎顶部5cm左右,记下“X轴当前位置”数据;
3、依次点击“冷却停止”和“热风停止”按钮,对轮胎进行热风预热30秒,注意预热时间过久可能造成轮胎内面过热碳化,影响轮胎喷涂效果,甚至造成车胎破坏;30秒后再次点击“冷却停止”和“热风停止”按钮关闭吹风;
4、点击“喷头喷胶停止”按钮,开始喷胶,喷胶过程中要认真观察轮胎内胶液流动情况,胶液在旋转离心力的作用下从轮胎两侧缓慢向中间流动,观察到两侧胶液汇合,并且汇合位置平整光滑,再次点击“喷头喷胶停止”按钮停止喷胶,记下喷胶时间(精确到秒);点击“喷头收胶停止”按钮,隔3秒再次点击“喷头收胶停止”按钮进行收胶操作(让喷胶电机反转三秒使喷头余胶倒流防止滴落造成涂层不均匀),点击“冷却停止”按钮,对涂层冷却3-4分钟(夏季冷却时间可适当延长1-2分钟,冬季冷却时间可缩短1分钟),冷却时轮胎转速比喷涂时低3-5转;第一次喷胶结束。
5、点击“冷却停止”按钮,关闭冷却风;点击“喷头喷胶停止”按钮,开始喷胶,15秒钟后,再次点击“喷头喷胶停止”按钮,停止喷胶(二次喷胶是针对轮胎侧壁进行的加厚喷涂,轮胎转速要比一次喷胶低3-5转),进行收胶操作后点击“冷却停止”按钮,打开冷风冷却5-6分钟;
6、点击 “轮胎旋转停止”按钮,等轮胎停止旋转后,用手指轻触涂层表面,手指未把胶粘起说明冷却充分,本次喷胶结束;如果有胶粘在手指上,则说明冷却不充分,打开旋转电机继续吹风冷却;
7、冷却结束后,关闭旋转电机,点住“X轴喷头后退”按钮,让喷头“X轴当前位置”数据归零,点住“Z轴喷头后退”按钮,让“Z轴当前位置”数据归零,取下轮胎。
六、自动喷涂
1、点击“快选窗口”,在弹出的选项中点击“参数画面”进入参数控制画面如图

2、在“按钮画面” 点住“X轴喷头后退”按钮,让喷头后退到限位,点住“Z轴喷头后退”按钮,让喷头后退到限位,在“参数画面”点击“X轴清零”和“Z轴清零”按钮,对“X轴当前位置”和“Z轴当前位置”的据显示框数据清零;
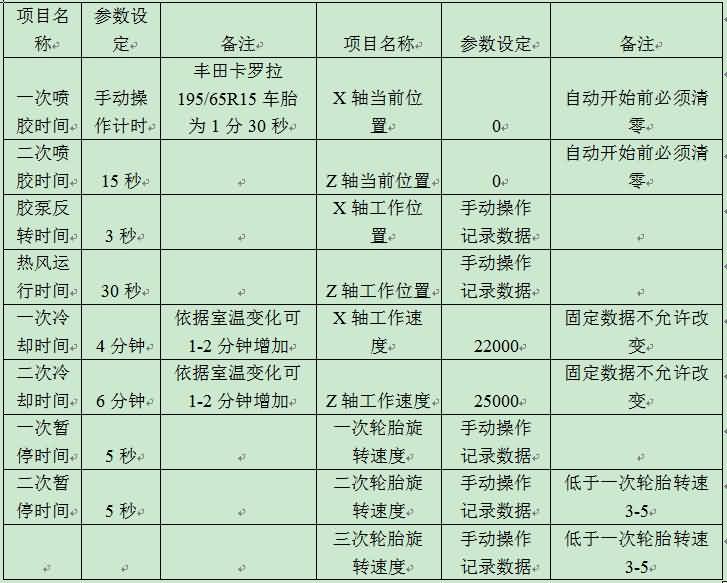
3、各参数设定表格,按照表格内容输入设定参数
4、点击“快选窗口”进入“按钮画面”,点击“自动运行”按钮,开始执行自动喷涂操作,在喷涂过程中操作人员要认真观察设备运行情况,直到喷涂过程结束;
5、发现以下问题之一时,要立即退出自动状态:①喷头出胶不均匀或堵塞;②轮胎震动过大造成喷涂不能顺利进行等。依次点击“自动停止”、“手动”、按钮,退出自动运行状态,点击“轮胎旋转停止”按钮保持轮胎继续转动防止前期喷涂胶液流动。待故障排除后重新执行喷涂操作,喷涂时间要减去故障前已用时间。
七、停机
1、喷涂结束后直接旋转电源钥匙停机,关闭总供电开关,关闭气阀开关;
2、将喷涂操作仓挡板安装到位,盖好盖板锁紧。
轮胎喷涂前打磨清洗操作
一、轮胎打磨设备开机准备
1、认识设备控制系统,打开电源开关,打开红色按钮驱动电机带动轮胎旋转,旋转黑色旋钮调整轮胎转速;打开此处绿色按钮,打磨机进入等待启动状态(设备侧面还有一绿色按钮,两个绿色按钮同时打开打磨机才能启动);

2、按图示将轮胎装卡在机器上,启动轮胎旋转前必须确认锁紧装置到位,打磨机与轮胎没有接触

3、旋转辅动轮调整手柄,调整辅动轮轻轻接触轮胎外壁,压力不能过大,根据轮胎的大小调整合适的打磨头长度

二、打磨操作
1、打开轮胎旋转驱动电机电源,轮胎刚开始旋转的时候震动较大,用手轻扶轮胎防止过大震动把轮胎甩出;
2、先后按下打磨机开关和开打磨机开关2,打磨机开始运转(注意打磨机运转过程中,操作人员不能松开打磨机控制手柄,以免打磨机大幅震动,碰到轮胎造成事故);
3、缓慢旋转打磨机控制手柄和摆动摇臂,对轮胎内部侧壁和胎顶进行连续打磨,新轮胎打磨去除量稍大一些,旧轮胎去除量小,注意经过修补的轮胎,必须将内壁非橡胶异物去除干净;

三、轮胎清洗
1、打磨好的轮胎用压空将内壁粉尘吹干净,倒入200ml汽油,用钢丝球或硬毛刷将轮胎内壁均匀刷洗两遍;
2、将剩余汽油倒出,然后用干净的布将剩余轮胎内壁擦干,用压缩空气将轮胎内壁彻底吹干;
3、将打磨清洗干净的轮胎放入轮胎喷涂设备中,开始涂胶。
注意:轮胎打磨清洗干净要立即进行喷涂,避免久放造成轮胎内壁落灰污染。
洛阳耐普特新材料科技有限公司
电 话:0379-60679266
传 真:0379-60679288
邮 箱:lynptxcl@126.com
网 址:www.lynpt.com
www.lyxkjj.com
www.lyrongji.com
微 信:ly-npt
微 博:weibo.com/lynptxcl
客户 端:mh.ps.cn/d0/LB
1688网:http://dwz.cn/28f65w
淘宝 网:shop71646494.taobao.com
shop135527694.taobao.com
shop116611505.taobao.com
地 址:洛阳市古城路盛唐至尊20号楼






 客服
客服